www.nets-sys.com
���Y�Ǘ���b�u��
�@�@  ���Y�v��
���Y�v��
�@�@ ���C���o�����V���O
�@�@ �ݔ��z�u
�@�@ JIT�ƌo�σ��b�g
�@�@ TOC���_
�@�@ ���z���Y
�@�@ �Q�l����
![]() ���Y�Ǘ���b�u�� �@ - JIT���Y�y�ьo�σ��b�g�̊�b -
���Y�Ǘ���b�u�� �@ - JIT���Y�y�ьo�σ��b�g�̊�b -
1. �W���X�g�E�C���E�^�C���iJIT�FJust-In-Time�j�Ƃ�
JIT���Y�����Ƃ́u�K�v�ȕ����A�K�v�Ȏ��ɁA�K�v�ȗʂ����A�K�v�ȏꏊ�ɒ� ������v�Ƃ������O��O��ɂ������Y�����ł���B��̓I�ɂ͑O�H���Ő������� �����i���� �H���ŕK�v�Ƃ��ꂽ�Ƃ��ɁA�K�v�ȗʂ�����������邱�Ƃ������� ����B
���̃V�X�e���͓��{�̃g���^�����ԉ�Ђ̑��ψ�ɂ���ĊJ�����ꂽ�B 1970�N��̐Ζ����i�㏸�ɂ�����ɐr�ȕs���ł��g���^������(��)�͑��̉�Ђ� �葽�����v���m�ۂ��邱�Ƃɂ��JIT���Y�V�X�e���͑S���E�o�c�w�҂����ƋƎ� �����̒��ڂ��Ђ��悤�ɂȂ�������JIT���Y�V�X�e���͋����͌���̂��߂̈�� �̐ڋߕ��@�Ƃ��đ����Ȓ��ڂ��Ђ�,���E�I�Ȍ����̑ΏۂɂȂ��Ă���B
2. JIT���Y�V�X�e���̊J��
�@�@JIT���Y�V�X�e���� �g�O��I�ȃ��_�̔r���h����n�܂�. ��ʐ��Y�����ł� �v��ɂ���đg�ݗ��ă��C�����ғ������̂�, ���̌v�悪�ύX����鎖���s�� ���ɔ�������B�\���̎�Ⴂ,�Ǘ���̊ԈႢ,�s�Ǖi,�ݔ��̏�, �]�ƈ��̌��� �ȂǂŐ��Y�v��ǂ���Ȃ�Ȃ��B�����Ă����Ə�Ōv��ǂ��蕔�i����邱�� ���ł��Ȃ���A�㑱�̍�Ə�ł͉ғ��𒆎~���邩�v���ύX���Ȃ���Ȃ� �Ȃ��B
�܂��O��Ə�ł͌㑱��Ə�̌v��ύX�ɂ�������炸�A�����ĕ��i������đ� ��̂ŕs�K�v�ȍɂ��R����ɂȂ�B �����čɕۗL��p������ɂȂ�B ��� ��, �ɂ��ς����Ă��邽�ߕs�Ǖi���������Ă��s�Ǖi���̂Ă������܂܍ɂ� ����Ǖi�����̍�Ə�ɓn���Ă��Ηǂ��̂ŕs�Ǖi�����ɑ��Đ[���ɍl���� ���B���̂悤�ȑ�ʐ��Y�����̎�_���炳�܂��܂� �g���_�h����������B
1)�ߏ萻���̃��_
2)�ҋ@�̃��_
3)�^���̃��_
4)���H�̃��_
5)�ɂ̃��_
6)����̃��_
7)�s�ǂ̃��_
���Ǖs�v����������, �d���̊����� 100%�ɋߐڂ����邱�ƂŐ^�̐��Y������� ���邱�Ƃ��o����B
��쎁�� 1956�N�ɃA�����J�֍s���Ď����ԉ�Ђ��������w���Ȃ���A�����J�̃X�[�p�[�}�[�P�b�g�ɂ����āA�q�̍w�������ʂ�X������[����̂����āA���̃V�X�e�����l�Ă����Ƃ�����B �X�[�p�[�}�[�P�b�g�Y���C���̑O��Ə�ƌ�, �ڋq�����Ə�ƌ���B �ڋq�ł�����Ə�͕K�v�ȕ��i��K�v�Ȏ��ɕK�v�ȗʂ����X�[�p�[�}�[�P�b�g�ɂ�����O��Ə�w������B�O��Ə�͌��Əꂪ�������ʂ��������ɕ₤�B ���̂悤�ɂ�����_�͏����Đ��Y������Ɏ��邱�Ƃ��ł��Ȃ����ƍl�����B
���̏��������ň�Ԑ�ɒ��ʂ����ő�̖��͌��Əꂪ�������i����x�ɑ�ʂň����邩��O��Ə�ɍ����������ė����B������������邽�߂Ɏ��s���떖�� �g���������Y�h�Ƃ������@���l�Ă�JIT���Y�V�X�e���̊J���Ɏ���悤�ɂȂ�.(�Q��;���ψ�,�g���^���Y����,21���I�u�b�N�X,1988)
�@3. �����V�X�e��
JIT �V�X�e���͌��Əꂪ�O��Ə�ɕK�v�ȕ���K�v�Ȏ��ɕK�v�ȗʂ������� ���čs���V�X�e����. �O��Ə�͈������ʂ������. ���������ʂ��� �킿���Y���Ȃ���Ȃ�Ȃ����ʂ�\�����邽�߂ɃJ�[�h�ɕi�ڂƐ��ʂ��L�ڂ� �ē`�B����B
�@���̃J�[�h�������(�Ŕ�)�ƌ���. �����ɂ͗l�X�̌`�Ԃ����邪�T�^
�@�I�Ȃ��Ƃ̓J�[�h�`���ł���, ���i�̈ړ��ɑ��錠����t�^����������
�@�����Ɛ��Y�̌�����t�^���鐶�Y�w�������ŕ�������B �܂��W
�@���I�ȃR���e�i���g���A�e�R���e�i�͍�Ə���J��Ԃ���A���Ďg���A��
�@�̍ۂ����͌������邱�Ƃɂ��ɊǗ��֗̕����͂���B ������
�@���ƃR���e�i�̐�������Ɍ��炷���Ƃōɂ�����ɂɌ��炵�čs���悤��
�@�Ȃ���JIT���Y�̗��z�I�ȖڕW�ɋߕt���悤�ɂȂ�B
�T�^�I�ȑ�ʐ��Y���������o���^���Y�V�X�e��(push system)�Ƃ�����, JIT�V�X�e���͈�����^���Y�V�X�e��(pull system)�ƌ����܂��B
���}�͓�̍�Ə�̊Ԃ̂����ƃR���e�i�̗����Ꭶ���Ă��܂��B
�@�@���̐}�ō�Ə�A�͋������闧��ō�Ə�B�͋������闧��ł��B
�����V�X�e��
P�F���Y�����
M�F�ړ������
�@�@�@�@�@�@�@�@![]() �@�@�@�@�R���e�i�i���j�̗���
�@�@�@�@�R���e�i�i���j�̗���
�@�@�@�@�@�@�@�@![]() �@�@�@�@���Y�����̗���
�@�@�@�@���Y�����̗���
�@�@�@�@�@�@�@�@ ![]() �@�@�@�@�ړ������̗���
�@�@�@�@�ړ������̗���
�@��}�Ŕ��Ƃ����̈ړ����鏇���͎��̗l�ɂȂ�܂��B
�@�@�@ �ۊǏ�B�̓��ɏ�ł����ς��ɂȂ���������Ə�B�Ŏ����ė���,
�@ ���̔��̈ړ������͎��W���ɓ����B
�@�A �ړ����������W���邱�ƂŎ��o���ċ�̔��ɕ�������B
�@�B ���̋��͕ۑ���A�̏o�ɏ�ɍs���B �����ς��ɂȂ������Ő��Y�����
�@�@�@�@������o���Ď��W����ɓ���Ĉړ����������Ď����ė���B
�@�C ���W���邱�Ƃ̐��Y�����͍�Ə�A�̐��Y���n�߂�悤�ɂ���B
�@�D ��Ə�A�ł͎��W����ɏW�܂������Y��������莞�Ԃ��ƂɎ����ė���
�@�@�@�@���ɐ��Y����B
�@�E ���Y���ꂽ�i�ڂ͋��ɓ���Đ��Y���������ĕۑ���A�̏o�ɏ�
�@�@�@�@�ɒu���B
(����;R.J.Schonberger,"Japanese Manufacturing Techniques",FP,1982)
�����̉^�p���[��
�@�����������^�p����ۂɂ͈ȉ��̂悤�Ȏ��ׂ��������̃��[��������B
�@�@�@ ��Ə�A�ł͐��Y�����ɂ���Ďw������Ȃ���ǂ�ȕi�ڂ����Y����
�@�@�@�����Ȃ킿�v������Ȃ����Ə�A�͒�~����B�����������^���Y�V�X
�@�@�@�e��(pullsystem)�B��Ǝ҂����͒�~���Ă��鎞�Ԃɐݔ��ۑS����P��Ƃ�
�ł���B
�@�@�A �e�ړ��R���e�i�i���j�̂��߂Ɉ�̐��Y������, ��̈ړ������
�@�@�@����������B �e���i�ɑ��ړ��R���e�i�i���j�̐��͒��Ӑ[�����������B
�@�@�B �e�ړ��R���e�i�i���j�͈��ɕW��������Ă��邽��, �������炩���ߌ�
�@�@�@�܂������ʂ݂̂ɓ����B�����������Ȃ��悤�ɐ���B ���̂悤�Ȓ�
�@�@�@�Ӑ[�����ʂ̓�����ʂ��čɊǗ��͒P���Ő��m�ɂȂ�B
4. ���������Y
�@JIT���Y�����ɂ����đ��i��̐��i�Y����ہA��̐��i��傫�ȃ��b�g
�@�@�T�C�Y�Ő��Y����Ɛ��i�y�ѕ��i�̍ɂ������Ȃ�B���Ɍ�H���̍�Ə��
�@�@������ނ̕��i���ʂɎ����Ă����ƁA�O�H���̍�Ə�ł͒��ɓ���̕i��
�@�@�̕i�ꂪ��������B�ɂ������đΉ�����Ƃ��Ă��A�ǂ̕i�ڂ��������
�@�@���̂�������Ȃ����߁A�i�ڂ��Ƃɑ����̍ɂ������Ȃ�������Ȃ���
�@�@��B
�@�@�]���Ă��̂悤�ȃ��_������邽�߂ɁA�u���i���\�����邻�ꂼ��̕��i��
�@�@�����̏o�����銄�����A���ԓI�ɂȂ�ׂ����ƂȂ�悤�ɐ��i�̐���
�@�@���������߁A����ɏ]���č�Ƃ����{���邱�Ƃ��A���Y�̕������A���邢��
�@�@���������Y�Ƃ����v
�@�@�@�������ɂ͗ʁA��ދy�ю��Ԃ̂R��ނ̕������̈Ӗ�������B
�@�@�@�ڍׂ͕ʓr�Q�l�����Q�ƁB
5. �o�σ��b�g�T�C�Y
�@�@���i��������[�������肷��ہA�����̏ꍇ�͂�����܂Ƃ܂��čw
�@�@������B���̂悤�ȕ��̂܂Ƃ܂�����b�g�ƌĂсA�܂Ƃ܂�̌�������b
�g�ƌĂԁB
���b�g�P�ʂŕ��i�̋�������ꍇ�A��ʓI�ɂ̓��b�g�P�ʂŕ��i���w����
�@�@�Ă��A���X�Ɏg�p���Ă������߁A�P���̕��i�͍ɂɂȂ�B���̏��ȉ���
�@�@�}5-1�ŕ\�����Ă���
�@�@�@�@
[�}5-1]
JIT���Y�̏ꍇ�͊e�H�����ƃ��b�g�P�ʂŔ����A�H�������A�^�����s������
�@�@�ȉ��̐}5-2�̔@���ɂȂ�ƍl������B
[�}5-2]
���v�Ƌ����̊W�Ō���ƁA�������v�ɑ����������������悤�ɂ��邽
�@�@�߁A���S�ɂ��K�v�ƂȂ�B����JIT���Y�̏ꍇ�́APULL�����Ȃ��ߎ��v������
�@�@�������ċ�������`�ԂȂ̂ŁA������x�̈��S�ɂ��K�v�ɂȂ�B
���������b�g�̑傫���ɒ��ڂ���ƁA���̑傫�����������Ȃ�ΐ�����A���S
�@�@�ɂ̐������Ȃ��čςނ��Ƃ����炩�ł���A���ɓI�ɂ�1�ÂK�v���ɋ���
�@�@�����ɂ�1�ł��ނ��ƂɂȂ�B���������ۂɂ́A������^����
�@�@���b�g���������Ȃ�ΐ�����A�������Ă������߁A���̕��R�X�g���傫���Ȃ�
�@�@�B�i��ʓI�ɑ�ʔ������A��ʉ^��������̕��[���R�X�g��������j�܂��A
�@�@���b�g�T�C�Y���������Ȃ�A�p�ɂɕ��i���ς��ꍇ�A���̂��т��Ƃɒi���
�@�@������K�v������̂ŁA�i����p���傫���Ȃ�B�ȉ��Ƀ��b�g�ʂƔ�p�̊�
�@�@�W��}5-3�ŕ\�������B
�@�@�@�@�@�@�@�@
[�}5-3]
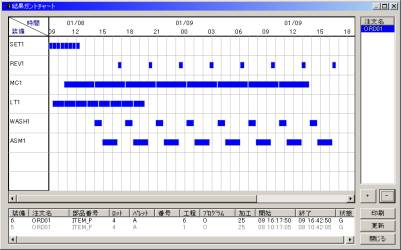
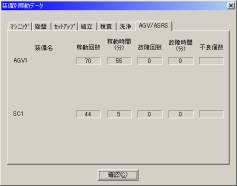
6. V-FMS21(a)�ɂ��V�~�����[�V������
�P�j���b�g�T�C�Y���T�̏ꍇ
 �@�@
�@�@
 �@
�@
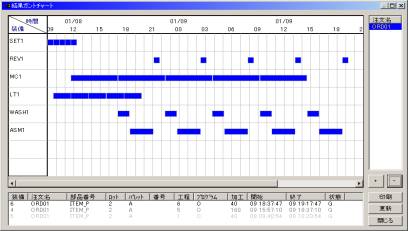
�Q�j���b�g�T�C�Y���W�̏ꍇ
 �@
�@
 �@
�@
�R�j���b�g�T�C�Y���P�O�̏ꍇ
 �@
�@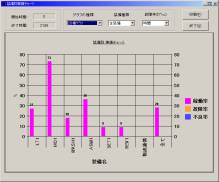
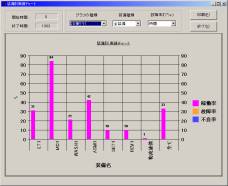
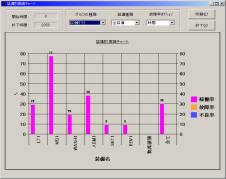
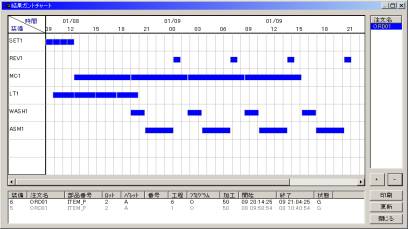
4)�@�V�~�����[�V�������ʕ���
�@�@ �ȏ�̃V�~�����[�V�����̌��ʂ�胍�b�g�T�C�Y�i���b�g�P�ʌ��j������
�@�@�ɂ��邩�ɂ���Đ��Y�̌����A�[�����ɑ傫�ȉe�������邱�Ƃ��m�F�ł�
�@�@�܂����B�ȉ��̕\������ƁA���b�g�T�C�Y�����������������A���Y����
�@�@���Z�k����Ă��܂����A���̔��ɕ����iAGV�AS/C�j�ɂ����镉�ׂ����܂�
�@�@�Ă������Ƃ��A������܂��B���Y���Ԃ��Z�k���ꂽ�����͏����b�g�ɂ��邱
�@�@�Ƃɂ��ݔ��̑ҋ@���Ԃ�������������ł��B
�@�@ JIT���Y�����ɂ����ẮA���Y�̕W�������s���A���b�g�P�ʂ����������Ă���
�@�@�@���Ƃɂ��A�ɂ̗ʂ��팸���Ă����̂������ł����A���̍ۃ��b�g�P�ʂ�
�@�@�@�ǂ̂��炢�ɂ��Ă��������d�v�ȉۑ�ł��B����̓��b�g�P�ʂ�����������
�@�@�@���������قǕ����̃R�X�g�������Ȃ苟���̃^�C�~���O�����킹��̂���
�@�@�@�����Ȃ邩��ł��B
�@
(c)2011 NETS(New Technology Systems) All Rights Reserved.