www.nets-sys.com
���Y�Ǘ���b�u��
�@�@  ���Y�v��
���Y�v��
�@�@ ���C���o�����V���O
�@�@ �ݔ��z�u
�@�@ JIT�ƌo�σ��b�g
�@�@ TOC���_
�@�@ ���z���Y
�@�@ �Q�l����
![]() ���Y�Ǘ���b�u�� �@ - ���Y�v��ƃX�P�W���[�����O�̊�b -
���Y�Ǘ���b�u�� �@ - ���Y�v��ƃX�P�W���[�����O�̊�b -
1�D���Y�v��̊�b
���Y�v��͋K��̊��Ԃɂ����Đ��Y���鐻�i�i��Ɛ��Y�ʂ����肷�邱�Ƃł��B
�������_�̂Ȃ����Y�v��𗧂Ă邽�߂ɂ͐��m�Ȑ��Y�\�͂̔c���ƒi�K�I�Ȍv��̗�
�Ă��d�v�ɂȂ�܂��B
��ʓI�ɂ͂��̑ΏۂƖړI�ɂ���āA������i�����j���Y�v��A�������i�����j���Y�v��A
�������i�Z���j���Y�v��ƎO�i�K�ɕ����ė��Ă��܂��B
�P�j��������Y�v��
�@�@�@ ������v��͌v����Ԃ����N�A1�N�Ƃ��������Ԃɂ킽��v��ŁA���Ȃ����T�P�ʂ̓�
���ɂ��\��\���쐬���܂��B
�Q�j���������Y�v��@
���̌v��͑�����v��Ɋ�Â��ė��Ă������̂ŁA�v����Ԃ͕���1�����Ȃ� ��3����
�ŏT�܂��͓��P�ʂ̓����ɂ��\��\���쐬���܂��B
�R�j���������Y�v��
���̌v��͒������v��Ɋ�Â��ė��Ă�����̂ŁA�T�ԗ\��\���쐬���A���Ԃ�������
���P�ʂŗ\��\���쐬���܂��B
�@�@�@
2�D �X�P�W���[�����O�̊�b
�@�@���Y�X�P�W���[���́A���v��ɂ��ƂÂ��āA��A�̐��Y�ݔ��Ɋ����Ă�ꂽ�����ԓ�
�̃W���u�ɑ��āA��Ǝ҂܂��͐ݔ��ʂɍ�Ƃ̊J�n�A�I���������邢 �͍�Ƃ��s����
�Ԃ����߂邱�� �ƒ�`����Ă���B
���̓��e��}������ƈȉ��̂悤�ɂȂ�B
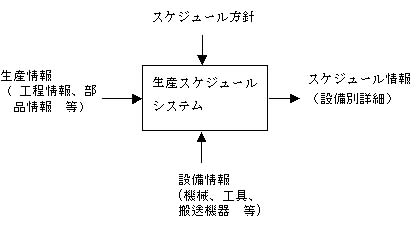
�@�@�@*)���v��
�@�@�@�@FMS�͋@�B�䐔�A�@�B�̐��Y�\�́A�ғ����ԂȂǂɂ�萶�Y�\�͂Ɍ��x��
���邽�ߐ��Y�v��ɂ���č쐬���ꂽ�d���ʁi���ׁj�����Y�\�͂��z����
���悤�ɁA�e�@�B�ʂɔz�����A���̒������s���B����v��Ƃ����B
3. �X�P�W���[�����O�̕���
�@���Y�X�P�W���[���̍쐬�Z�@�Ƃ��ẮA�ΏۂƂ���H��i�V���b�v�j���ǂ̂悤�Ȍ`�Ԃł���
�@�@���ɂ��A�t���[�V���b�v�^�X�P�W���[�����O�ƃW���u�V���b�v�^�X�P�W�� �[�����O�ɑ�ʂ���
�@�@�܂��B�@�W���u�V���b�v�^�͐��i�Y����̂ɕK�v�ȏ����H���̏��������i���ƂɌ��܂�
�@�@�Ă���ꍇ�ŁA�t���[�V���b�v�^�͐��i�Y����̂ɑS�Ă̐��i������ȍH�������̏�
�@�@�������̂悤�ɌĂт܂��B
�P�j �W���u�V���b�v�^
�@ ��ʂɐ��i�Y���邽�߂ɂ́A�����̍H���i��Ɓj��K�v�Ƃ��܂��B���i���ƂɍH���i�@
�@�@�@��Ɓj�̓��e���Ⴂ�܂����A�ꍇ�ɂ���Ă͍H���i��Ɓj�̓��e�������ł��H���̏���
�@�@�@���Ⴄ�ꍇ������܂��B
�W���u�V���b�v�^�̗������̓I�ȗ�Ƃ��Ď����Έȉ��̂悤�ɂȂ�܂��B�����ł͐��ՁAϼ
�@�@�@�@�ݸ� �����Ƃ���3�̍H���i��Ɓj������AA���i�͐��Ձ|>ϼ�ݸށ|>���Ƃ����H���Ő�
�@�@�@�@�Y����AB���i�� ���Ձ|> ���� �|> ϼ�ݸ� �Ƃ����H���Ő��Y����AC���i�� ���Ձ|>���@
�@�@�@�@���Ƃ����H���Ő��Y�����l�q�������Ă��܂��B
�Q�j �t���[�V���b�v�^
�@���i�̐��Y�̂��߂̍H���i��Ɓj�̏���������Ȃ��̂��t���[�V���b�v�^�ƌĂ����A���
�@�@�@�@�I�Ƀ��C�����\�����Đ��Y���Ă���ꍇ���t���[�V���b�v�^�ƂȂ�B�t���[�V���b�v�^�̗����
�@�@�@�@�}�Ɏ����Ă��邪�A���̗�͊e���i�����ՁAϼ�ݸށA�����Ƃ���3�̍H����ʂ��Đ��Y��
�@�@�@�@���l�q������ �Ă��邪�A���i���ƂɊe�H���̏������Ԃ��Ⴄ�ꍇ����ʓI�ł���B
�@ 4. �X�P�W���[�����O�K���̎��
���Y�X�P�W���[���ɂ����čœK�ȃX�P�W���[���邽�߂ɂ��܂��܂ȋK��(�f�B�X�p�b�`���O
�@�@�@�E���[��)���p�����Ă���B���̒��ł����p�ʂ��琮������ƈȉ��̊ �ɕ��ނł���B
- ���H���ԂɊւ���
- �i��莞�ԂɊւ���
- �������ԂɊւ���
- �[���Ɋւ���
- �W���u�����Ɋւ���
- �H��i�V���b�v�j�̓����E��ԂɊւ���
�ȉ��̐}��V-FMS21�̃V�~�����[�V�����\�t�g�ɂ�X�P�W���[�����O�K���̗�ł��B
�@�@�@
�@�@����I�o(FIFO : First In First Out)
�@�@�@�@�@�ŏ��ɓ������ꂽ���i������H���܂�
�A �H������(SPT:Shortest Processing Time)
�@�@�@�@ �ł��H�����Ԃ��Z�����i������H���܂��B
�B �D�揇��(PRIORITY)
�@ �D�揇�ʂ��������i������H���܂��B
�C �[���D��(EDD : Earliest Due Date)
�@ �[�����ł��������i������H���܂��B
�D ������ƕ���(MWKR:Most WorK Remaining)
�@ ��ƕ��̐��ʂ��ł��������i������H���܂��B
�E �ŏ���ƕ���(LWKR:Least WorK Remaining)
�@ ��ƕ��̐��ʂ��ł���������������H���܂��B
����ȊO�ɂ�LPT(Longest Processing Time)�ȂǑ����̋K��������܂��B
��LPT: ��Ǝ��Ԃ��������ɁA���H���܂��B
(c)2011 NETS(New Technology Systems) All Rights Reserved.